
斯瑪特熱流道
 - 服務咨詢熱線:
- 服務咨詢熱線:
135 0900 6835
斯瑪特熱流道
- 服務咨詢熱線:
135 0900 6835
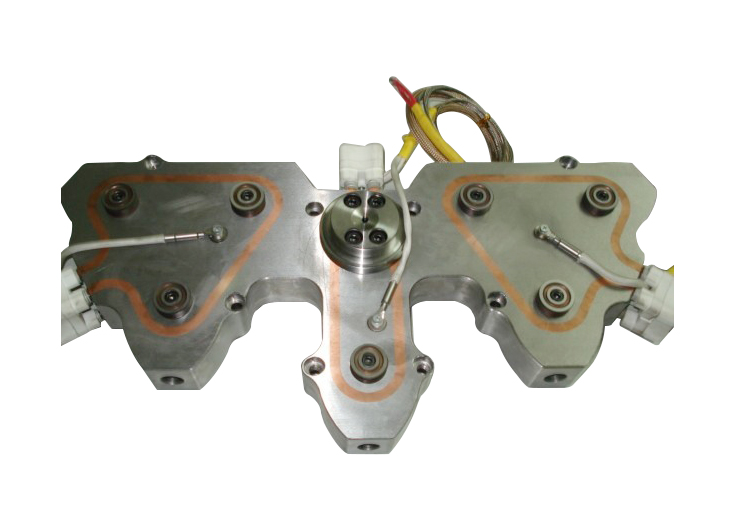
熱流道結構對于熱流道注塑模具,特別是多腔成型的熱流道注塑模具,其不可避免的每一腔至少要有一個加熱射嘴結構;熱嘴通過發熱管高溫加熱塑料熔化,使其能夠注射到模具型腔內成型產品,而模具型腔又要快速冷卻定型產品;
?

關注微信小程序

掃一掃關注我們
 在線咨詢
在線咨詢咨詢熱線
pyj@smarthotrunner.com
13509006835/彭先生
0769-85375680/電話

掃一掃添加微信

 熱門搜索:
熱門搜索: